REMET IN THE SCIENCE OF PETROGRAPHY
The program of machines and materials for the preparation of petrological samples covers all needs from sample collection for mechanical tests to thin sections of any mineral.
1 - PETROGRAPHIC SAWS
In the preparation of petrographic samples, the first operation is cutting, which aims to reduce the dimensions allowing for subsequent processing. Furthermore, at this stage, it is possible to isolate any structures that may be the subject of specific observations and analyses. The cutting, performed with diamond blades, can produce a thin deformed layer that must be removed with subsequent pre-polishing and lapping operations, which also help to improve the flatness and roughness of the surfaces. For this reason, and also because many times the samples are particularly delicate, the saws must perform an accurate cut that avoids any surface alteration.
The wide range of REMET saws allows for the cutting of any petrological sample, from large rock pieces or large pebbles that can be sectioned with the "MT 500", to small mineral fragments that can be reduced to thin, parallel sections using the precision saw "MICROMET".

The TR 60-70-80-100 PT and TR 100 L/S saws allow for the rapid and precise creation of petrographic sections.
To eliminate problems related to abrasive wear and corrosion, these machines are made of:
- body and lid in AISI 304 stainless steel with micro-compacted surface
- large observation screen of the cutting compartment in polycarbonate
- machine components made of stainless steel and mechanical cast iron protected with thick chemical nickel.
The grinding wheel motor, of considerable power, is completely sealed and is made of cast iron; the transmission of movement to the grinding spindle is ensured without slipping thanks to the use of a POLY-V belt.
The spindle is supported by high-precision ball bearings with double sealed gaskets. All models of the saw allow for the creation of slices thanks to a table with a 100 mm stroke, operated by a handwheel controlled from the outside.
The sliding table is protected against corrosion thanks to the thick chemical nickel coating.
The cooling of the cutting is ensured by two adjustable nozzles mounted on the grinding wheel cover, directly connected to the water supply; the water flow is controlled by a solenoid valve activated simultaneously with the grinding motor's start. Inside the machine body, the cutting residues settle, while the water is discharged directly to the laboratory drain. The cutting machines are built in full compliance with CE standards (low voltage controls, interlocked micro switch on the cover, grinding motor protection, etc.). The machines are supported by adjustable anti-vibration feet and come with operating instructions and working keys.
2 - MICROMET: THIN SECTIONS
The MICROMET saw is ideal for making precision cuts and thinning that are perfectly reproducible, with minimal material loss and without inducing alterations (microfractures, etc.) in mineralogical samples.
The MICROMET is available in three versions:
-
AUTOMATIC: all cutting operations are controlled by the front control panel. The advancement of the sample is managed by a highly sensitive electro-hydraulic system with a display of the cutting force.
-
SEMI-AUTOMATICThe advancement occurs through adjustable weights with a balancing counterweight.
-
MANUALThe monitoring of the sample progress is entrusted to the operator via the external control lever.
The speed of the wheel is continuously adjustable (0/3000 rpm) and the transverse translation of the sample holder arm via micrometer allows for cutting and thinning of any type of material.
Great attention has been paid to eliminating issues related to wear and corrosion:
- the machine body and all the main components are made of stainless steel
- The internal components are made of steel coated with chemical nickel or in anticorodal.
MICROMET TERMINALS
The MICROMET is built in full compliance with the most stringent safety standards:
- low voltage control panel (24 V)
- transparent polycarbonate screen that isolates the work area
- safety microswitch that stops all functions with the cover open
- emergency stop button.
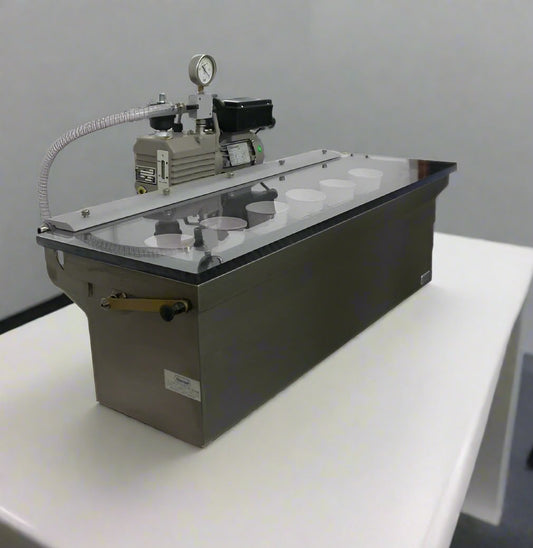
3 - IMPREGNATION
The samples (porous and brittle) that do not have the structural characteristics to withstand cutting operations or that do not have the necessary specifications for creating the bonding surface must be included in cold resins using special molds.
The vacuum bell allows for the ideal realization of sand inclusions and the impregnation of particularly delicate or fragile samples. Thanks to the movable and rotatable crucible, the de-aeration of the sample and the resin can occur separately, while the joining operation takes place afterwards, that is, once the maximum vacuum value has been reached.
This procedure allows you to eliminate included air bubbles.
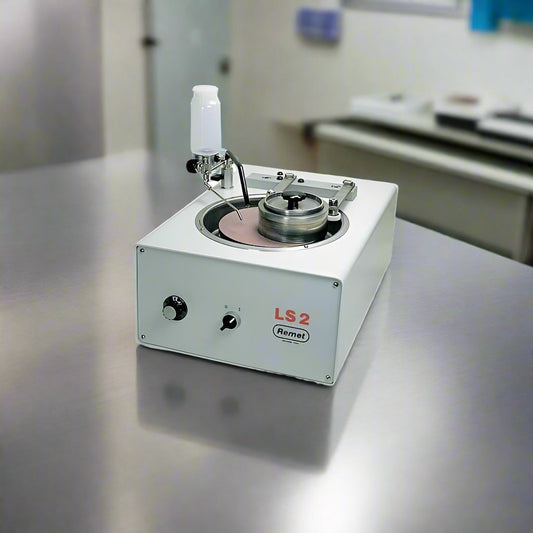
4 - CLEANING MACHINES: CLEANING and PRE-SANDING
Before gluing the slide onto the identified surface, it is necessary to completely eliminate the deformations caused by cutting, thus obtaining a uniform, flat, and shiny surface (Ra−10µm). REMET polishing machines allow for the preparation of the planes manually or automatically thanks to special sample holders. By using polishing machines with diamond discs (of different grain sizes), pre-grinding and the desired final polishing can be performed.
This operation is possible by using abrasive powders or diamond pastes spread on cast iron discs or on special polishing cloths.
The REMET stone polishing machines allow for pre-grinding and polishing operations with perfect flatness in a short time thanks to their great ergonomics and the wide availability of accessories for both manual and automatic operation. Great attention has been paid to the choice of components and construction materials: the machine body is made of oven-baked acid-resistant painted steel, the drain and splash guard ring are made of stainless steel, the motor-reducer transmission ensures perfect functionality even under heavy loads, the quick-connect working discs are interchangeable, a water jet keeps the drain clean by evacuating grinding residues, the control buttons are powered by low voltage, while the variable speed allows for operation even at low rotation speeds of the working disc for the pre-grinding of fragile and delicate samples.
The REMET polishers are available in versions with a working disc of 200 mm and 300 mm and can be equipped with automatic grinding and polishing devices.
5 - ENCAPSULATION and ADHESION

Once the sample slide is obtained, it is glued onto the microscope slide. The microscope slides used can be glossy, if properly calibrated, or prepared to the desired thickness using the MICROMET equipped with the GRINDING device or the REMET THINNING SYSTEM with a micrometric drum.
The gluing must be done very carefully, all air bubbles between the two surfaces must be completely eliminated, and the contact must also be verified. The choice of resin is fundamental, as it must have excellent adhesive properties. The device for gluing mineralogical samples consists of a sturdy structure with 4 spring pressers and corresponding plastic pressure discs. This equipment allows for perfectly parallel gluing, with a minimum and constant resin thickness. The gluing can be accelerated using a heating plate with adjustable temperature.
6 - THINNING OPERATIONS

1. BACK-CUT
The sample glued on the slide, after the appropriate cleaning of excess resin and proper marking, must undergo the back-cutting operation. This operation can be performed with petrographic saws or with MICROMET saws equipped with the appropriate sample holder with a vacuum device. Thanks to the micrometric movement of the sample holder, it is possible to achieve precise positioning of the slide relative to the grinding wheel and obtain sections of the desired thickness.
After the back-cutting operation, the sample is thinned.
can be performed using two systems:
- GRINDING on Micromet
- LAPPING with micrometric drum on the cleaning machines.
2. GRINDING
The MICROMET cutting machine equipped with the Grinding system allows for the thinning operation of the slide with micrometric precision using a fine-grained diamond cup wheel.
The slide is fixed to the instrumentation via a vacuum slide holder. This component has been designed to accommodate all types of slides, including those with a one-inch diameter. The structural characteristics of the equipment allow for thinning without vibrations and ensure absolute plane-parallelism. The production of thin sections with this technology is particularly simple and fast, with a constant reference over time.
3. LAPPING
MICROMETRIC DRUM THINNING SYSTEM
The system consists of a cleaner, a sample holder drum with micrometric adjustment (the grip of the slide occurs via vacuum), and a series of accessories. The creation of the thin section is done through lapping (or pre-grinding), using papers, fabrics, or abrasive powders. This system also allows for the polishing of the slide.
The two preparation systems can be alternative or complementary. Both have been developed to provide the most suitable response to various needs. Both systems allow for the calibration of the slide to the desired thickness.
7 - FINAL FINISH

Once the slide has reached the desired thickness, you can proceed with covering it with a cover slip or polishing. The application of the cover slip can be done using the appropriate Canada Balsam or epoxy resin for bonding. The finishing of the surface of the thin sections can be done by polishing with abrasive products with a grain size of <1 micron.